汽車(chē)的儀表盤(pán)指針軸主要由車(chē)床加工而成。傳統(tǒng)車(chē)床作業(yè)模式是每個(gè)車(chē)床由一名操作員不斷重復(fù)操作相同內(nèi)容,容易造成操作員疲勞而導(dǎo)致安全事故的發(fā)生。因此,由車(chē)床上下料裝置取代人力,可提升整體加工效率、質(zhì)量穩(wěn)定性、安全性與便利性。
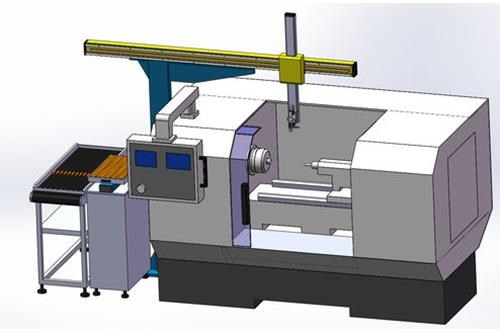
早期車(chē)床上下料解決方案的控制部分通常有兩類(lèi):一是人機(jī)界面HMI搭配可編輯控制器PLC方案。但缺點(diǎn)是對(duì)于加工動(dòng)作復(fù)雜多變的產(chǎn)品,如汽車(chē)儀表盤(pán)指針軸大多需要進(jìn)行兩端加工,動(dòng)作會(huì)經(jīng)常發(fā)生變化,采用這種控制方案往往需要程序開(kāi)發(fā)人員修改上下料裝置的運(yùn)動(dòng)控制程序;二是CNC系統(tǒng)控制方案。此方案使用成本太高,且只能用于簡(jiǎn)單的上下料動(dòng)作,大材小用。據(jù)此,臺(tái)達(dá)推出以人機(jī)控制器HMC為控制核心的全新上下料解決方案,圖1為車(chē)床上下料機(jī)械手的示意圖。
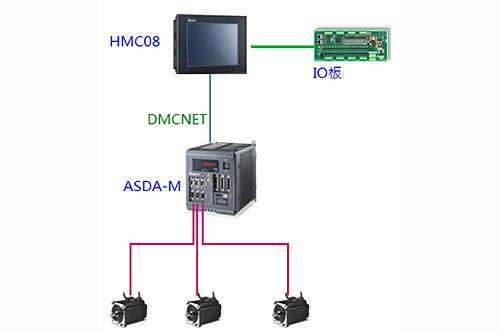
通過(guò)臺(tái)達(dá)人機(jī)控制器HMC系列為控制核心,可輕松在現(xiàn)場(chǎng)修改車(chē)床上下料程序,不需要更改底層程序代碼,從而使其臨場(chǎng)操作更加便捷靈活。此外,此類(lèi)工件的加工對(duì)定位精度要求也很高,放置工件的允許精度最多不能超過(guò)10絲,如果誤差過(guò)大,會(huì)導(dǎo)致工件不能精確放到車(chē)床的卡盤(pán)里面。因此,臺(tái)達(dá)解決方案采用三機(jī)一體運(yùn)動(dòng)控制型交流伺服系統(tǒng)ASDA-M系列和高精度伺服馬達(dá),通過(guò)DMCNET高速運(yùn)動(dòng)總線組成網(wǎng)絡(luò),滿足客戶加工件的高精度加工需求。整體解決方案架構(gòu)如圖2。
經(jīng)測(cè)試,臺(tái)達(dá)提供的系統(tǒng)解決方案操作方便、性能穩(wěn)定、控制精度和工作效率高,能夠充分滿足客戶加工的上下料作業(yè)需求,精減整個(gè)車(chē)間人力的同時(shí)滿足正常生產(chǎn)需要。
在人力成本不斷上升的背景下,車(chē)床加工行業(yè)相對(duì)惡劣的操作環(huán)境,導(dǎo)致車(chē)床加工車(chē)間很難招到合適的員工。因此,車(chē)床上下料的自動(dòng)化改造是行業(yè)潮流所在,臺(tái)達(dá)的工控理念和創(chuàng)新思維與客戶需求充分契合,助力行業(yè)客戶實(shí)現(xiàn)專業(yè)化和自動(dòng)化發(fā)展。目前,該設(shè)備已經(jīng)投入使用,并且以優(yōu)異性能表現(xiàn)獲得客戶認(rèn)可,為臺(tái)達(dá)工控解決方案在車(chē)床上下料領(lǐng)域的深入發(fā)展積累經(jīng)驗(yàn)。